- Главная
- Каталог
- СТАНКИ ДЛЯ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ
- ПОЛУАВТОМАТ ДЛЯ АЛМАЗНО - ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ С ЧПУ ОШ-625.1.ЭФ3
ПОЛУАВТОМАТ ДЛЯ АЛМАЗНО - ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ С ЧПУ ОШ-625.1.ЭФ3

Описание
Полуавтомат для алмазно-электрохимического шлифования с ЧПУ модели ОШ-625.1.ЭФ3 предназначен для электрохимического шлифования алмазным кругом плоскопрофильных поверхностей и щелевых пазов на деталях из труднообрабатываемы материалов: твердого сплава, жаропрочных сплавов и сталей на хромоникелевой основе, титановых сплавов и др.
На полуавтомате осуществляется обработка поверхностей по целому, со съемом всего припуска. Прменение источника технологического тока позволяет осуществить процесс электрохичисекого шлифования, который включает в себя анодное растворение металла и алмазное шлифование. Обработка осуществляется алмазным токопроводящим кругом с применением электролита и подачей потенциала "+" и "-" на обрабатываемую деталь и круг. Возможна обработка наклонных и криволинейных поверхностей и пазов.
ОСОБЕННОСТИ КОНСТРУКЦИИ
- Защита зоны резания кабинетного типа.
- Очистка электролита от взвешенных частиц обработки при помощи центрифуги.
- Отсутствие износа алмазного круга за счет электрохимического процесса в зоне обработки.
- Перемещение рабочих органов на роликовых опорах посредством шариковинтовых пар качения.
- Линейная и круговая интерполяция по координатам X, Y и Z.
- Преобразователи линейного перемещения.
- Привода.
- Подшипники шлифголовки.
- Система ЧПУ
- Технические характеристики
- Описание конструкции
- Комплект поставки
- Опции
- Видео
- Референс-лист
- Отзывы
-
Класс точности станка по ГОСТ 8-82
B
-
Размеры рабочей поверхности стола (длина х ширина)
630 х 200 мм
-
Наибольшие перемещения стола
650 мм
-
Наибольшее расстояние от зеркала стола до оси шпинделя
415 мм
-
Скорость перемещения стола
0,01...250 мм/мин
-
Мощность главного привода
2,2 кВт
-
Точность позиционирования по координатам
0,004 мм
-
Перемещение стола
650 мм
-
Габаритные размеры (длина х ширина х высота)
2900х 2650 х 2360 мм
-
Масса
2100 кг
Базовые детали станка (станина, колонна, суппорт, стол, корпус шлифовальной головки) выполнены в виде чугунных отливок коробчатой формы, что обеспечивает станку высокую жесткость и, соответственно, точность обработки. Остальные детали станка (кроме элементов крепежа) имеющие непосредственный контакт с электролитом выполнены из нержавеющего материала
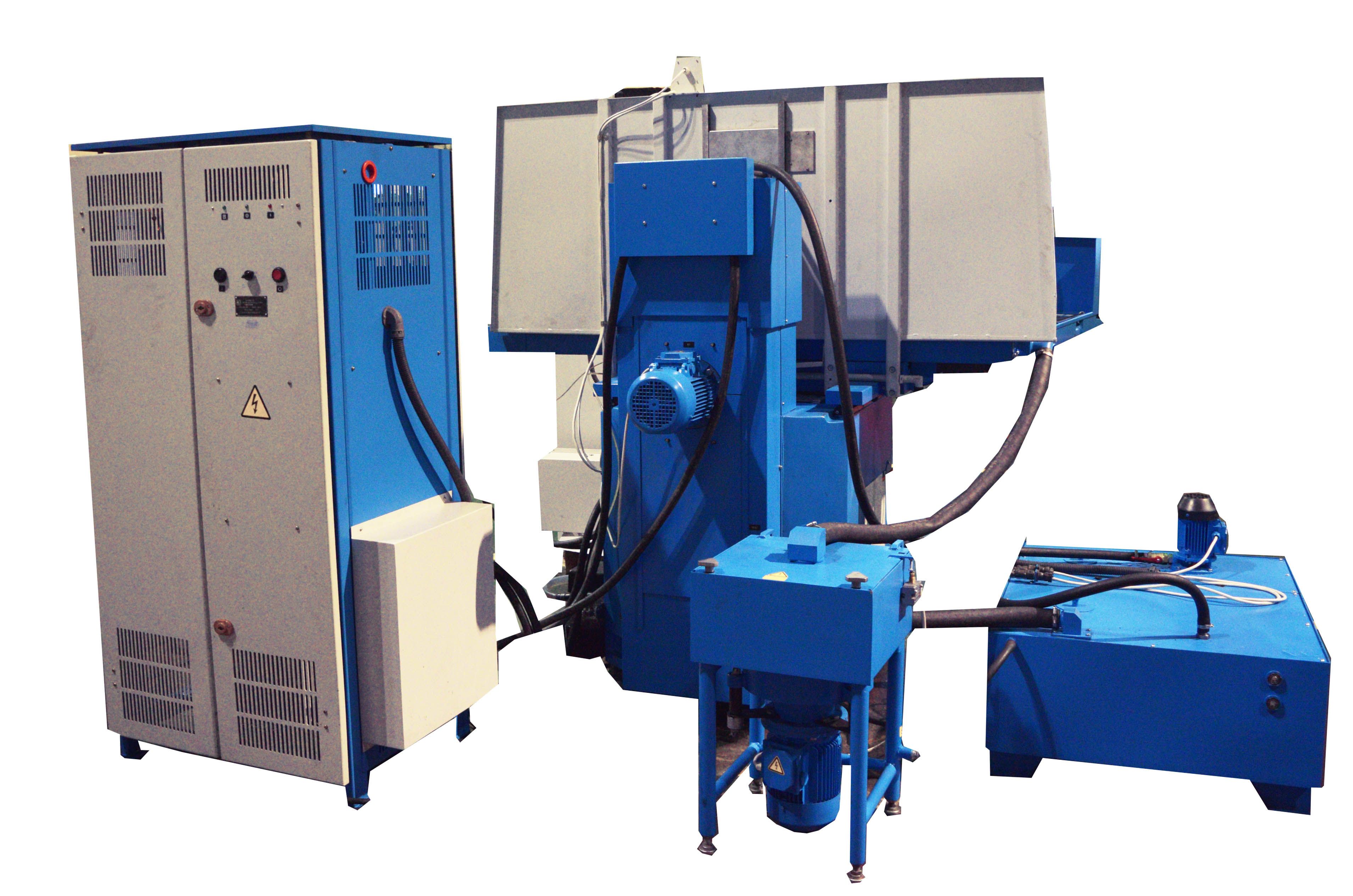
Станок имеет компоновку плоскошлифовального станка с крестовым суппортом, прямоугольным столом и горизонтальным шпинделем. Все перемещающиеся узлы установлены на направляющих качения. Стол – крестовый суппорт, крестовый суппорт – станина – на роликовых направляющих, левая П - образная направляющая собрана с предварительным натягом.
Колонна - на роликовых направляющих, собранных с предварительным натягом. Для перемещений по всем трём координатам X,Y,Z используются передачи винт-гайка качения. С левой стороны станка расположен бак системы подачи электролита с центрифугой. С правой стороны перед станком установлен электрошкаф с системой ЧПУ. Справа сзади расположен источник технологического тока.
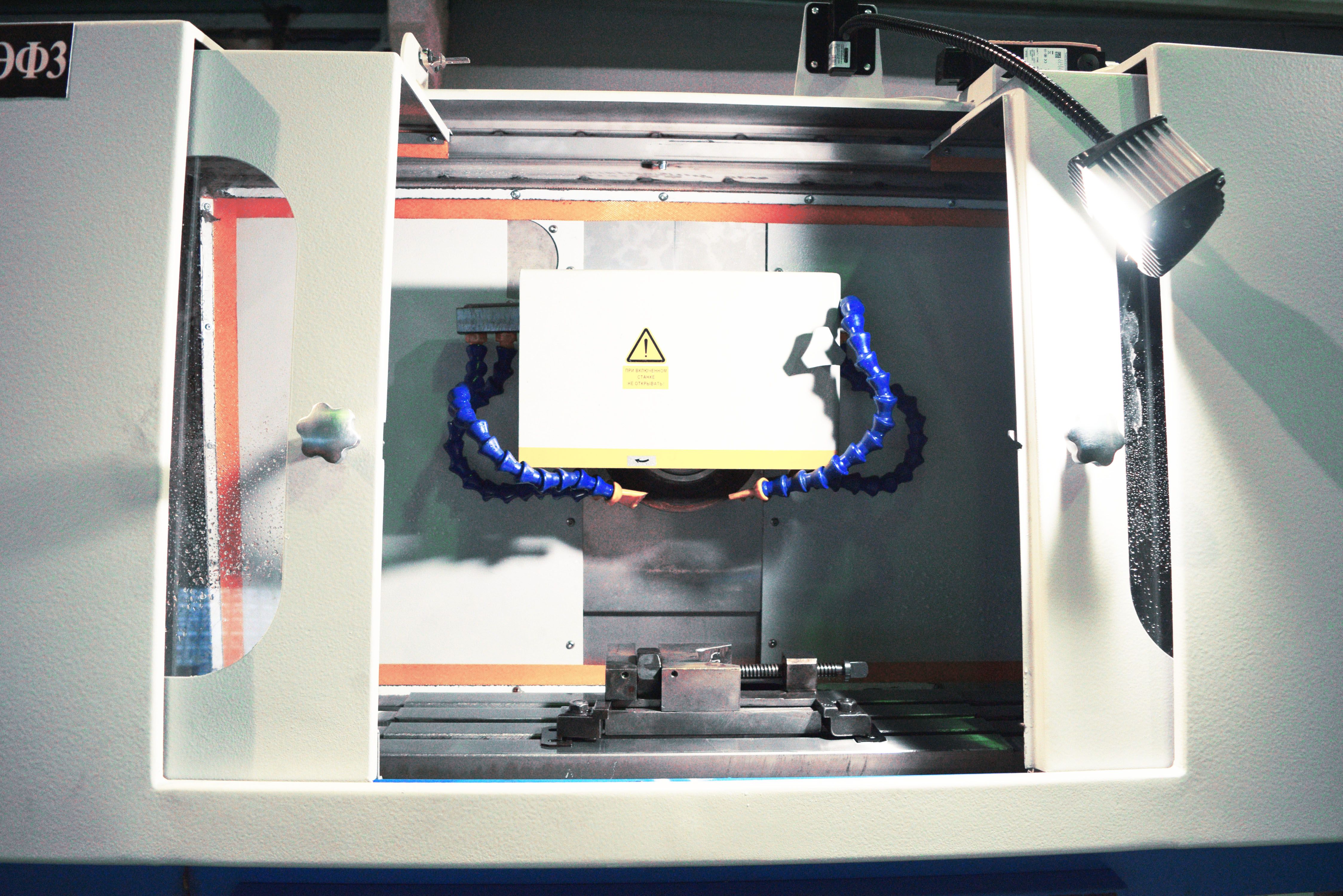
Станок также оснащён индивидуальным освещением рабочей зоны.
Характеристики защиты зоны резания:
- Защиты зоны резания кабинетного типа, защита от разбрызгивания.
- Невозможность открытой двери вести процесс электрохимического шлифования.
- Имеется возможность установки индикаторов часового типа для осуществления контроля точностных параметров.
- Возможность и удобство для установки, настройки оснащения, хороший обзор с торцов (наличие дверей) и с передней поверхности.
- Внутренние поверхности защиты зоны резания не окрашены.
ХАРАКТЕРИСТИКА СИСТЕМЫ ПОДАЧИ И ОЧИСТКИ ЭЛЕКТРОЛИТА:
- Состав электролита - водный раствор солей (натрий азотнокислый NaNOs (6%), нитрит натрия NaNO2 (0,5%), натрий углекислый Na2CO3 (0,5%)) и глицерина (2%). Есть возможность работы другими по хим. составу электролитами. Плотность электролита – 1,09…1.11г.см3;
-Способ подачи электролита в зону обработки - струйный через гибкое сопло;
- Способ регулирования расхода электролита – ручной. Для установки расхода имеется кран с градацией;
- Узлы станка, непосредственно соприкасающиеся с электролитом, выполнены из элементов в антикоррозионном исполнении;
- Подача электролита через сопла в 2-х направлениях по ходу вращения круга с 2-х сторон круга (за кругом и перед кругом).
-Способ очистки электролита – центрифуга.
СИСТЕМА УПРАВЛЕНИЯ
Система ЧПУ и электрооборудование:
- система управления ;
- электроприводы подач - сервоприводы ;
- низковольтная аппаратура;
- конечные выключатели.
- частотный преобразователь привода главного движения.
- система световой индикации отражающая работу станка.
- клавиатура системы управления в исполнении плёночного типа, а клавиатура пульта управления выполнена в исполнении с защитными колпачками на кнопках.
Система ЧПУ отвечает следующим требованиям:
- количество управляемых координат – 3;
одновременное управление по координатам X, Y, Z;
- обеспечение линейной и круговой интерполяции по координатам X, Y; Z;
- ввод управляющей программы вручную, а также с помощью РС или USB порт;
Параметры, подлежащие регулированию и поддержанию системой ЧПУ:
- скорость перемещения по 3-м управляемым координатам;
- число оборотов круга.
-автоматически регулируемой компенсации величины износа круга с учётом заданной оператором величины.
- станок в сборе;
- система подачи и очистки электролита с центрифугой
- источник тока;
- гидростанция смазки;
- шкаф электроавтоматики, пульт управления и система ЧПУ;
- комплект запасных частей, инструмента и принадлежностей
- фланцы шлифовального круга 2шт.
- комплект эксплуатационно-технической документации на русском языке.
- установочные опоры.


{kind=link}