
УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ОШ-535Ф2


Описание
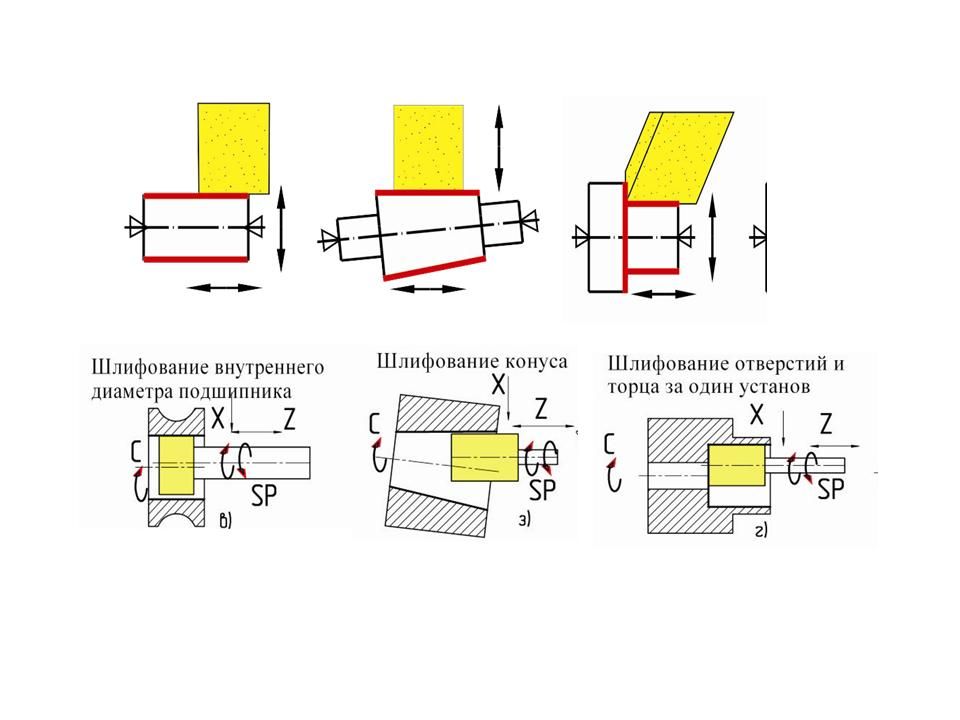
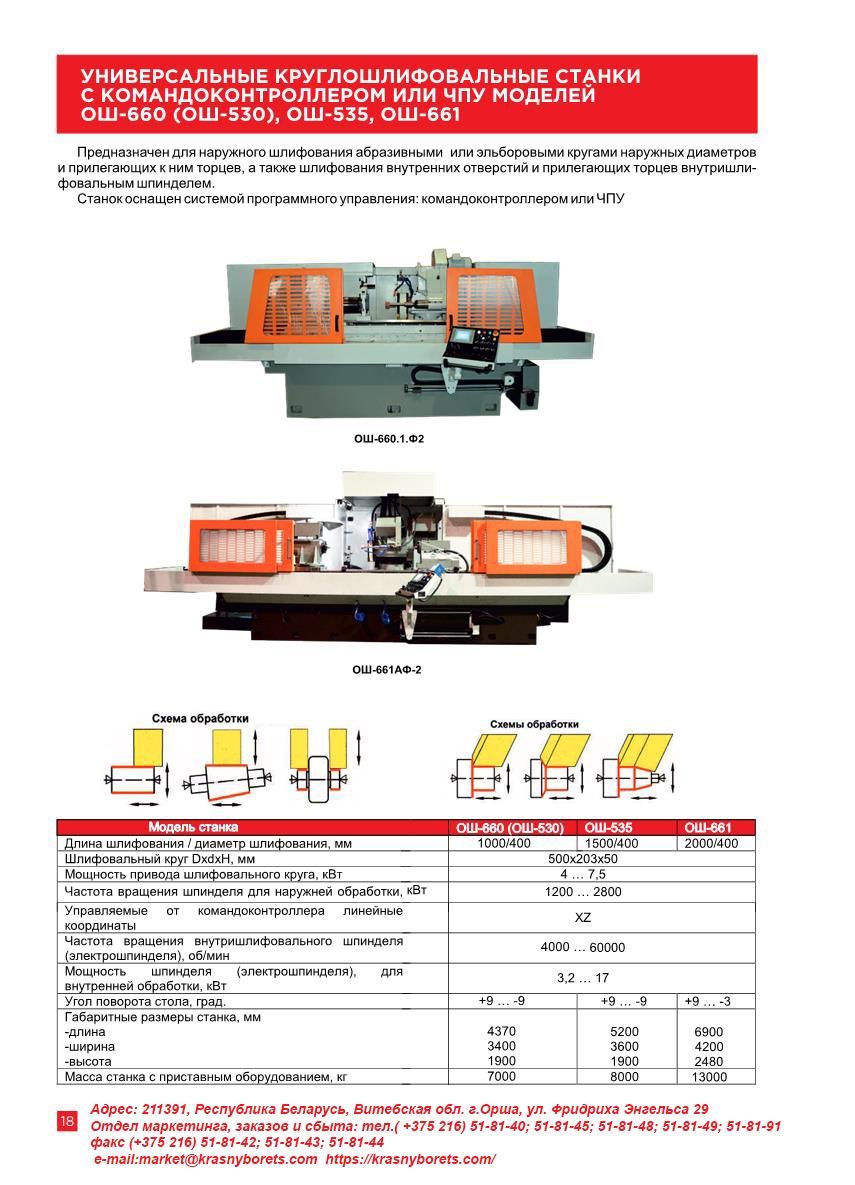
Универсальный круглошлифовальный станок модели ОШ-535Ф2 предназначен для шлифования наружных цилиндрических и конических поверхностей с подшлифовкой торцов, внутренних цилиндрических поверхностей деталей из различных материалов (чугун, сталь и их сплавы).
Кинематическая схема станка должна обеспечивать следующие движения:
- вращение шлифовального круга для наружного шлифования (координата SP1);
- вращение шлифовального круга для внутреннего шлифования (координата SP2);
- поперечное перемещение шлифовальной бабки (координата Х);
- продольное перемещение стола с обрабатываемой деталью (координата Z);
- вращение обрабатываемой детали (координата SP3);
ОСОБЕННОСТИ КОНСТРУКЦИИ
- Система управления - программируемый логический контроллер модели ;
- Сервоприводы;
- Бесконтактные датчики и конечные выключатели ;
- Холодильный агрегат для электрошкафа;
- Замкнутые роликовые линейные направляющие для перемещения по координате Х;
- Высокоточные беззазорные шарико-винтовые передачи фирмы «Микрон» в механизмах приводов подач;
- Высокоточные радиально-упорные шарикоподшипники фирмы «IBC» для шпинделя шлифовальной бабки для наружного шлифования, шпинделя передней бабки;
- Шпиндель для внутреннего шлифования с ременным приводом, n=12000 мин-1, наружный диаметр 100 мм, длина корпуса 315 мм;
- Устройство очистки СОЖ при помощи магнитного сепаратора и фильтра-транспортера с рулонным бумажным полотном;
- Светильник для освещения рабочей зоны.
- Технические характеристики
- Описание конструкции
- Комплект поставки
- Опции
- Видео
- Референс-лист
- Отзывы
-
Класс точности станка по ГОСТ 8-82
B
-
Длина обрабатываемой заготовки
1500 мм
-
Диаметр обрабатываемой заготовки
400 мм
-
Диаметр шлифовального круга
500 мм
-
Высота шлифовального круга
203 мм
-
Посадочный диаметр шлифовального круга
50 мм
-
Управляемое количество координат
XZ
-
Мощность главного привода
4...7,5 кВт
-
Диаметр наружного шлифования в центрах
400 мм
-
Наибольшая длина шлифования в центрах
1500 мм
-
Угол ручного поворота верхнего стола (левый край от оператора)
+9 град
-
Угол ручного поворота верхнего стола (левый край на оператора)
-9 град
-
Мощность электродвигателя привода круга для внутреннего шлифования
3,2...17 кВт
-
Частота вращения шпинделя круга для наружного шлифования
1200...2800 об/мин
-
Габаритные размеры (длина х ширина х высота)
5200 х 3600 х 1900 мм
-
Масса
8000 кг
Компоновка станка
Основанием станка является составная Т-образная станина, на которой установлены главные узлы и механизмы. Станок имеет компоновку с двумя (верхним и нижним) столами на верхнем, из которых, установлена обрабатываемая деталь. Стол нижний имеет линейное перемещение вдоль оси детали, верхний выполнен поворотным в горизонтальной плоскости.
Шлифовальная бабка расположена на задней части станины на салазках, с помощью которых осуществляется поперечное перемещение. Бабка изделия с электрическим приводом и бабка задняя крепятся на верхней рабочей поверхности поворотного стола. Перемещения шлифовальной бабки осуществляются по линейным направляющим качения, стола нижнего по направляющим скольжения (V-образной и плоской) посредством шарико-винтовых пар.
На верхней плоскости шлифовальной бабки крепится приспособление для внутреннего шлифования, на откидном кронштейне которого установлен скоростной шпиндель с асинхронным электродвигателем.
Базирование обрабатываемых деталей может производиться в центрах передней и задней бабок или в трехкулачковом (четырехкулачковом, магнитном) патроне. Бабка изделия имеет возможность ручного разворота в горизонтальной плоскости - против часовой стрелки (к кругу) на 45°. Шлифовальная бабка имеет возможность ручного разворота в горизонтальной плоскости ± 15°.
Обработка поверхностей и правка шлифовального круга производится в ручном режиме, установка и снятие детали осуществляется вручную. Для шлифования наружных конусных поверхностей детали производится поворот стола верхнего в диапазоне ± 9º. Правка периферии и торца шлифовального круга осуществляется с помощью алмаза в оправе.
Гидрооборудование выполнено отдельным агрегатом и установлено справа от станка, а система охлаждения сзади.
Станок оснащается централизованной станцией смазки. Бачок станции смазки имеет специальные «глазки» для контроля минимального и максимального уровня масла.
При шлифовании используется СОЖ на водной основе, очистка СОЖ осуществляется посредством магнитного сепаратора и бумажного фильтра-транспортёра.
Станок оснащается пультом управления для перемещения стола и шлифовальной бабки посредством электронных маховичков и джойстика.
Система управления
Система автоматического управления S7-1200 фирмы «Siemens» должна обеспечивать в автоматическом режиме следующие возможности станка:
- обработку детали методом «маятникового» шлифования;
- обработку профиля детали методом врезного шлифования за счет вращения обрабатываемой детали и поперечного перемещения шлифовальной бабки;
- обработку торцов, обработку отверстий;
Система управления также должна обеспечивать минимально вводимый инкремент 0,001 мм.
На станке предусмотрены следующие блокировки:
- перемещение стола возможно только при включенной системе смазки продольных направляющих и шарико-винтовой пары стола;
- включение шпинделя шлифовального круга возможно только при закрытой крышке кожуха шлифовального круга;
- невозможно включение цикла обработки при не включённом вращении шлифовального круга;
- ввод приспособления для внутреннего шлифования в зону обработки (нижнее положение) возможен только при отводе шлифовальной бабки в исходное положение;
На станке обеспечено:
- контроль крайних положений шлифовальной бабки;
- частотное регулирование эл/ двигателя шлифовального круга и плавный пуск;
- частотное регулирование эл/ двигателя внутришлифовального круга и плавный пуск;
- частотное регулирование эл/ двигателя бабки изделия;
-токовая защита от перегрузки;
- сигнализация: нет смазки; перегрузка шлифовального круга;
- контроль давления в гидросистеме;
- разжим изделия только при отведённой шлифовальной бабке и не вращающемся изделии;
- электрооборудование станка должно быть оснащено защитой, исключающей самопроизвольное включение его при восстановлении исчезнувшего напряжения.
КОМПЛЕКТ ПОСТАВКИ:
- станок в сборе (cо шлифовальной бабкой, бабкой передней и задней, приспособлением внутришлифовальным);
- система подачи и очистки СОЖ;
- гидростанция;
- шкаф электроавтоматики;
- пульт управления, имеющий: электронный маховичок перемещения шлифовальной бабки; электронный маховичок перемещения стола; джойстик управления перемещениями стола и шлифовальной бабки; выбор перемещения от джойстика или от маховичков; выбор величины инкремента – 1 мкм, 10 мкм, 100 мкм;
- приспособление для правки шлифовальных кругов в комплекте с алмазами;
- ручной пистолет для обмыва СОЖ обрабатываемых деталей;
- педаль для отжима заднего центра;
- комплект ЗИП:
- центр морзе №4 – 2 шт.;
- оправка для балансировки шлифовального круга – 1шт.;
- комплект оправок для внутреннего шлифования – по 1 шт. максимальной длины для каждого типоразмера шлифовального круга;
- башмак для установки станка – 14 шт.
Оснащение шлифовальной бабки устройством динамической балансировки шлифовального круга. Данная опция включает балансировочную головку фланцевого типа с бесконтактным передатчиком, датчиком вибрации и электронным прибором. Использование данного устройства позволяет производить автоматическую балансировку вращающегося шлифовального круга на станке с минимальным дисбалансом.
Оснащение прибором активного контроля. Прибор активного контроля цилиндрических диаметров обработанных деталей включает в себя скобу с двумя измерительными головками с функцией ориентирования и измерительными контактами, а также электронное устройство с панелью управления. Электронное устройство крепится на пульте управления станка. Применение прибора активного контроля позволяет обеспечивать стабильное получение размера обрабатываемого диаметра в пределах ± 0,0025 мм.
Оснащение вытяжным устройством. При оснащении станка кабинетным ограждением рабочей зоны, возможно применение устройства отсоса аэрозоли, образующейся в процессе шлифования. Данное устройство представляет собой сварное основание, на котором крепится сварной цилиндр с воронкой, двигатель с крыльчаткой, фильтроэлемент, крышки с патрубками и рукав. Вытяжное устройство может работать автономно как в ручном, так и автоматическом режиме и позволяет осуществлять удаление паров аэрозоли из зоны обработки.
Кабинетное ограждение рабочей зоны. Ограждением с закрытым верхом, передняя стенка защиты имеет подвижную открывающуюся дверь с оргстеклом.
Оснащение открытым или закрытым люнетом.


{kind=link}