
ПОЛУАВТОМАТ ВНУТРИШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-686Ф3



Описание
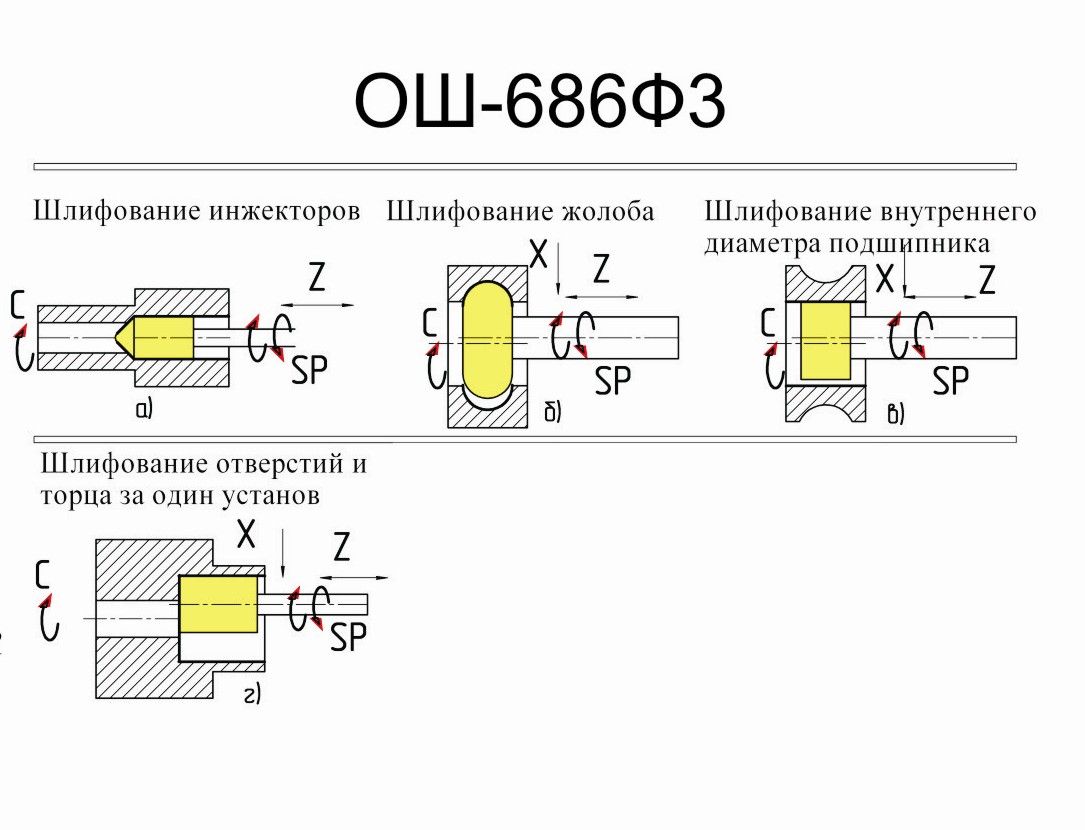
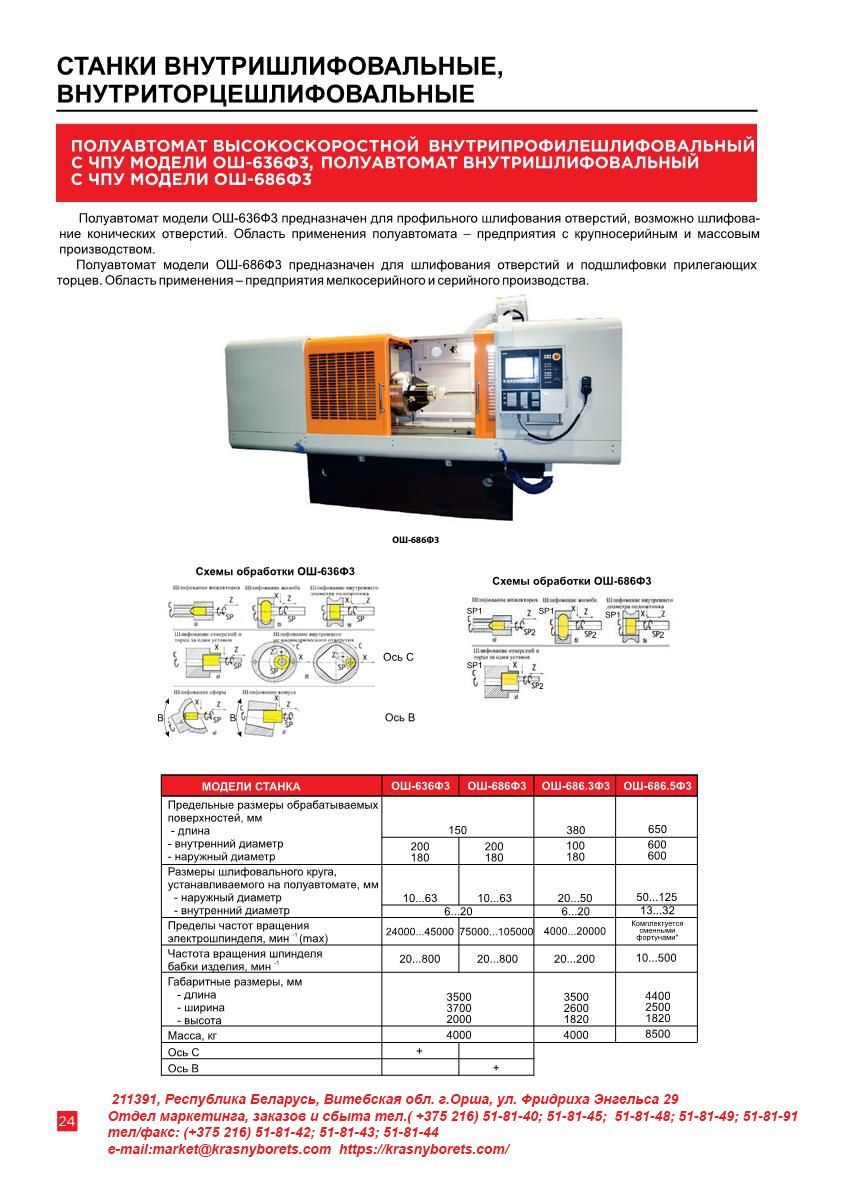
Станок внутришлифовальный с ЧПУ модели ОШ-686Ф3 предназначен для шлифования отверстий и подшлифовки прилегающих торцев. Область применения - предприятия мелкосерийного и серийного производства.
Кинематическая схема станка должна обеспечивать:
- поперечное перемещение шлифовальной бабки (координата X);
- продольное перемещение бабки изделия (координата Z);
- вращение шпинделя бабки изделия (координата Sp1);
- вращение шлифовального круга (координата Sp2);
- движение механизма правки в зону обработки;
ОСОБЕННОСТИ КОНСТРУКЦИИ
- Система ЧПУ c сервоприводами.
- Переносной пульт управления с электронным маховиком.
- Датчик обратной связи фирмы по координате Х (поперечное перемещение шлифовального круга.
- Внутришлифовальный шпиндель – 30 000 мм/мин.
- Холодильный агрегат электрошкафа.
- Высокоточные беззазорные шарико-винтовые передачи в механизмах приводов подач.
- Высокоточные радиально-упорные шарикоподшипники для шпинделя бабки изделия.
- Механизм правки в комплекте с алмазом в оправе.
- Устройство очистки СОЖ при помощи магнитного сепаратора и бумажного фильтра-транспортера.
- Защита рабочей зоны кабинетного типа.
- Технические характеристики
- Описание конструкции
- Комплект поставки
- Опции
- Видео
- Референс-лист
- Отзывы
-
Длина обрабатываемой заготовки
150 мм
-
Внутренний диаметр обрабатываемой заготовки
200 мм
-
Наружный диаметр обрабатываемой заготовки
180 мм
-
Наружный диаметр шлифовального круга
10...63 мм
-
Внутренний диаметр шлифовального круга
6...20 мм
-
Пределы частот вращения шпинделя
75000...105000 мм/мин
-
Частота вращения шпинделя бабки изделия
20...800 мм/мин
-
Габаритные размеры (длина х ширина х высота)
3500 х 3700 х 2000 мм
-
Масса
4000 кг
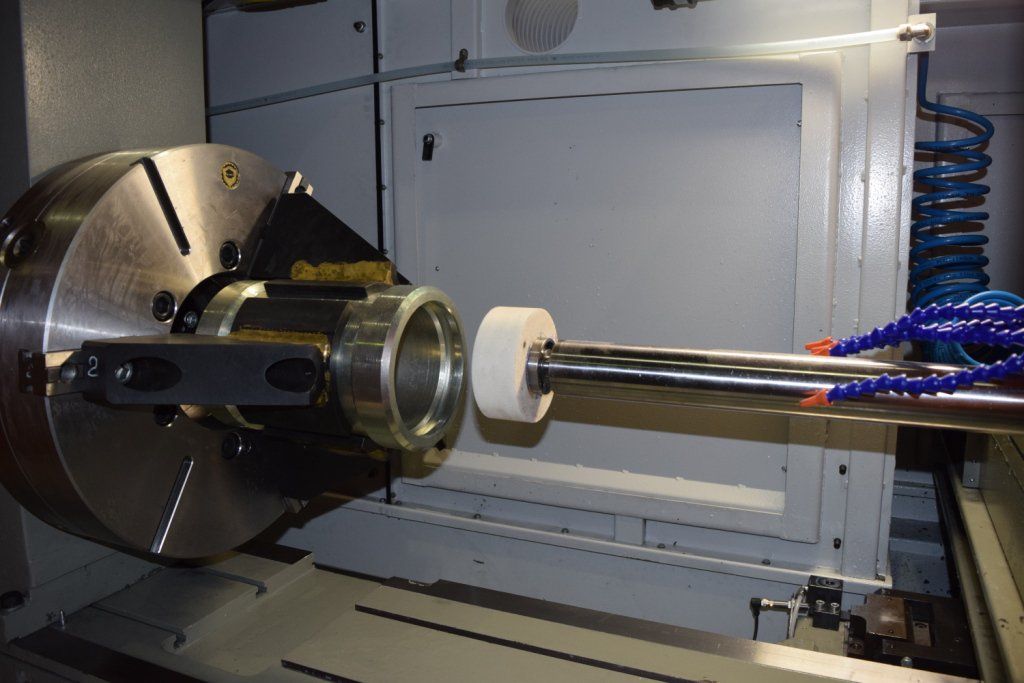
Станок имеет компоновку с перемещающейся шлифовальной бабкой в поперечном направлении, продольным перемещением бабки изделия относительно оси шлифовального круга и вращением шпинделя бабки изделия. Обрабатываемая деталь устанавливается в патроне бабки изделия. На стол станка возможна установка поддерживающего люнета. Установка детали осуществляется вручную.
Перемещения всех рабочих органов осуществляется посредством шарико-винтовых пар.
Основанием станка является станина, на которой установлены главные узлы и механизмы. На направляющих качения станины установлены стол продольный. На направляющих поперечной траверсы - стол поперечный, а также неподвижно закреплены:
- механизмы продольных и поперечных перемещений;
- механизм ограничения продольных перемещений;
- механизм отсчета и ограничения поперечных перемещений
- ограждение рабочей зоны.
Стол поперечный обеспечивает поперечное перемещение установленной на нем бабки шлифовального шпинделя. Перемещение осуществляется по стальным закаленным линейным направляющим качения посредством безлюфтовой высокоточной шарико-винтовой передачи.
Правка периферии шлифовального круга осуществляется алмазом в оправе, приспособление для правки закреплено на столе продольном.
Обработка поверхностей и правка шлифовального круга производится в автоматическом режиме по управляющей программе, установка и снятие детали осуществляются вручную. На станке осуществляется автоматическая компенсация величины съема профиля шлифовального круга при правке.
На направляющих качения перемещается стол продольный, который осуществляет осцилляционное колебательное движение с возможностью бесступенчатого и точного подвода. На продольном столе установлен верхний поворотный стол. На рабочей поверхности продольного стола установлена бабка изделия и поддерживающий люнет. Верхний стол может поворачиваться в горизонтальной плоскости на угол ±2°. Бабка изделия может поворачиваться на угол -7°…+8°.
Для установки деталей может быть применен гидравлический трехкулачковый самоцентрирующийся патрон со сменными кулачками.
Гидростанция смазки и бак СОЖ установлена позади станка.
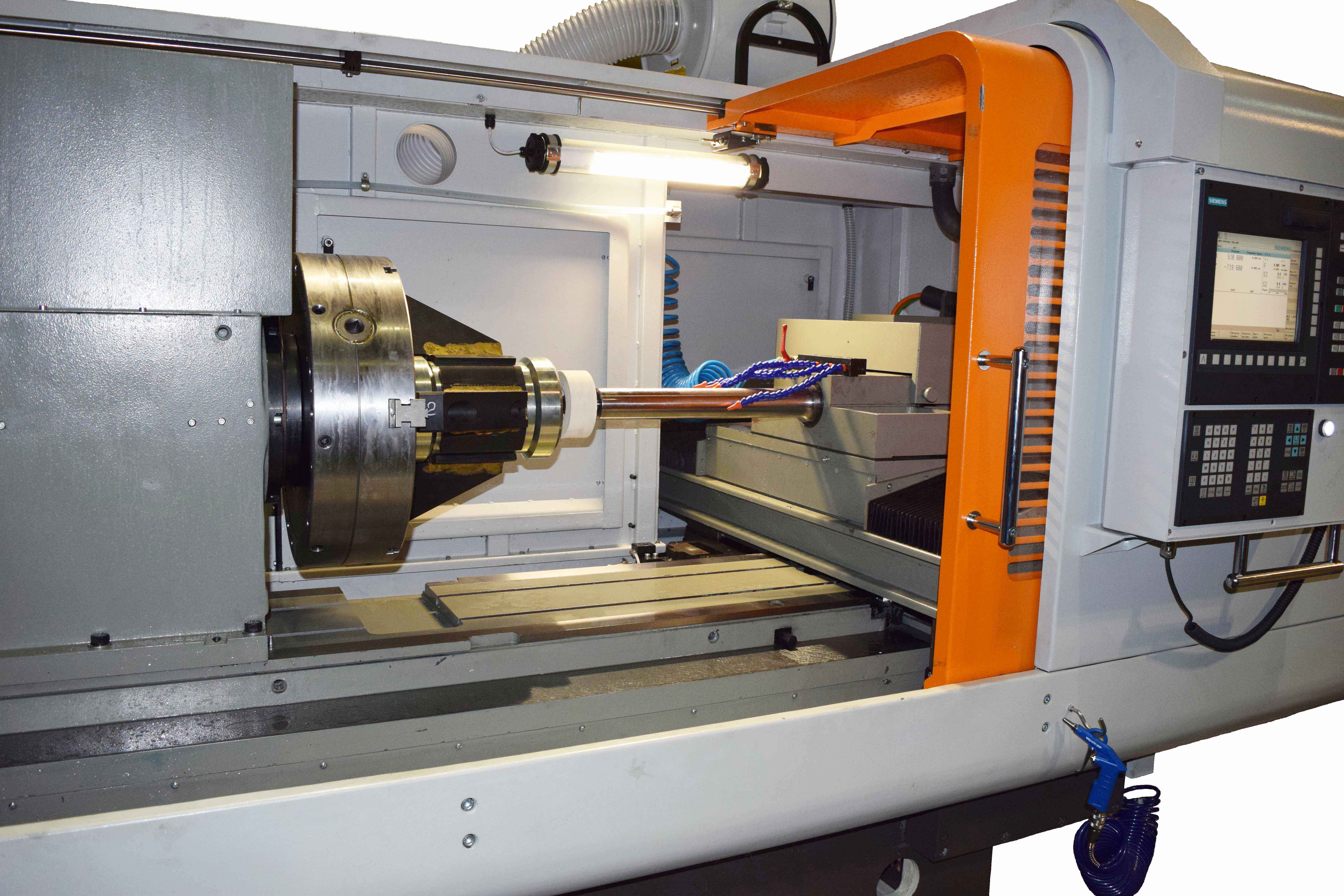
Рабочая зона шлифования ограждена защитой кабинетного типа, передняя стенка защиты имеет подвижную открывающуюся дверь с оргстеклом.
Спереди, справа станка расположен пульт системы ЧПУ. Система ЧПУ должна обеспечивать следующие возможности станка:
- обработка детали за счёт вращения обрабатываемой детали и перемещения шлифовальной бабки;
- поддержание заданной величины скорости резания и заданной частоты вращения обрабатываемой детали.
Для удобства работы оператора на станке установлена универсальная технологическая программа. В диалоговом режиме, с помощью специальных «масок», оператор задаёт:
- размеры обрабатываемой поверхности;
- снимаемый припуск;
- чистовой припуск;
- величины черновых и чистовых подач и скоростей;
- количество выхаживаний;
- параметры и количество правок шлифовального круга при обработке.
ОСНАЩЕНИЕ СТАНКА:
- станок в сборе;
- система подачи и очистки СОЖ;
- гидростанция;
- шкаф электроавтоматики;
- пульт управления с системой ЧПУ;
- трехкулачковый патрон;
- комплект запасных частей, инструмента и принадлежностей;
- комплект эксплуатационно-технической документации;
Cпециальный шпиндель FAV42.80R630 с ременным приводом и частотой вращения 15000 мин-1, для обработки глубоких отверстий Dотв.≥50 мм. и длиной Lотв. <420мм
Люнет 40…100 мм.
Люнет 100…300 мм

ПОЛУАВТОМАТ ВНУТРИШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-686Ф3


{kind=link}